Посвящается технической этике и культуре.
О пайке
При правильной пайке припой (оловянно-свинцовый ПОС-61, олова 61 %):
1. блестит;
2. гладко и обтекаемо лежит на контактной площадке (КП) печатной платы и выводе детали;
3. его количество и вытекшего, но не испарившегося, флюса минимально.
При плохой пайке припой:
1. не блестит, что свидетельствует либо о не прогреве места спая (припой липнет), либо о его перегреве, при котором флюс испарился раньше времени (припой, как каша);
2. лежит комками, капельками, «крылом ласточки» - все это говорит, что мало флюса и много припоя;
3. его количество большое (плохая дозировка припоя) и грязь от флюса (плохая дозировка флюса и нет чистки жала паяльника от нагара).
Для правильной пайки нужно:
1. паяльник с регулировкой температуры (термостатированием около 270 °С);
2. жало с покрытием;
3. припой с флюсом, диаметром 0,5-0,8 мм для пайки SMD деталей, для остальных - 0,8 - 1,0 мм (припой лучше брать импортный, например, 63 % 8PK-033);
4. нагреватель жала - низковольтный, например, 24 в.
Помните, что у обычного паяльника 40 вт 220 в и стекло тканевой изоляции жала, ток в цепи «жало-деталь-рука», может составить несколько ма, которые легко могут повредить полупроводники (сопротивление тела человека около 1 ком).
Поэтому для уменьшения вероятности поражения током, или вывода из строя дорогой МС:
1. понижают напряжение питания паяльника с помощью трансформатора;
2. температуру его жала контролируют термопарой, и электронной схемой;
3. применяют острое конусное медное жало с покрытием (грязь теперь будет только от флюса, а не от меди);
4. очистку жала делают периодически во время пайки, вытирая жало о кусочек специальной губки (смоченной в воде);
Правильную пайку делают так:
1. на чистое жало наносят немного свежего припоя, для увеличения площади последующего теплового контакта в месте спая;
2. жалом одновременно касаются и вывода детали и его КП на плате, прогревая их;
3. затем касаются проволокой припоя (с флюсом) нужного диаметра места спая, дозируют растекающийся припой, быстро убирают проволоку, а затем и жало от места спая;
4. при пайке SMD компонентов их предварительно закрепляют на плате припоем за один вывод и при необходимости юстируют;
5. при передозировке припоя, его убирают с КП при помощи оплетки от экранированного кабеля.
О паяльнике
Применяется импортный типа SL-20 (или подобный с аналогичными характеристиками) мощностью 48 вт с нагревателем 12-16 ом и термопарой (около 30 мкв/ °С). Паяльник должен лежать горизонтально, а не положением жалом вниз (как это делают зарубежные товарищи), при котором сильно греется ручка. Распиновка разъёма паяльника показана на рисунке ниже.

Для правильной и удобной пайки, температура жала должна быть около 270 °С, то есть всегда немного выше температуры плавления припоя (260 °С для ПОС-61). При пайке крупных разъемов и демонтаже деталей, температура жала должна быть значительно выше - около 350 °С. При этом видно, что модуль нагревателя и жало темнеют и потрескивают от большой температуры. В таком режиме паяльник долго не проживет. Поэтому всегда, как только закончили эту «тяжелую» пайку, уменьшайте температуру до 270 °С. В таком режиме, паяльник работает целый день, а закрытый блок управления практически не греется.
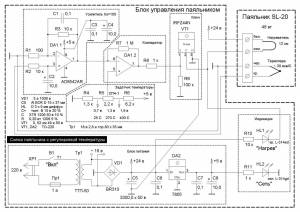
О блоке управления
Схема блока управления простая и доступна в повторении, надёжная в работе, хотя в конструкции блока управления имеется маленький недостаток - отсутствует индикатор температуры жала паяльника. Но как показала практика, для работы вполне достаточно хорошо откалиброванной шкалы, и вполне можно обойтись и без цифрового индикатора.Принцип работы устройства
Напряжение от термопары паяльника, уровнем десятка милливольт, усиливается МС DA1.1, и подается на один вход компаратора DA1.2, а на другой его вход, подается постоянное регулируемое напряжение с резистивного делителя (задатчика температуры). Если температура жала начнет падать, то напряжение с термопары уменьшится, с выхода усилителя тоже уменьшится. И как только напряжение на выводе 5 МС станет выше, чем на выводе 6, компаратор переключится, и на его выходе напряжение станет +5 в. Транзистор ключа откроется, и через нагреватель паяльника пойдет ток около 2 а, при этом загорается красный светодиод «Нагрев». Через несколько секунд, рост температуры вызовет обратную ситуацию - напряжение на выходе компаратора станет 0 в, и ключ разомкнет цепь питания нагревателя, светодиод погаснет. В дальнейшем паяльник периодически (через полминуты) подогревается, включаясь на несколько секунд (зависит от интенсивности пайки и окружающей температуры).
Конструкция
В блоке питания применён тороидальный силовой трансформатор (O 80 х 35 мм), который практически не нагревается на холостом ходу. Так как ток через нагреватель паяльника идет около 20% времени, то диодный мост и трансформатор устанавливаются без радиатора, а корпус делается закрытым.Стабилизатор напряжения, и МДП-транзистор в корпусах ТО-220, практически, не нагреваются.Электронный модуль управления собран на сдвоенном ОУ, а блок питания выдает напряжения не стабилизированные +24 в и стабилизированные +5 в.Все детали монтируются на плате, размером 40 х 80 мм. Печатный вариант платы не разрабатывался, и Вы при желании можете сделать это самостоятельно и выложить здесь для других читателей.Выключатель и светодиоды, устанавливаются соответственно на заднюю и переднюю стенки корпуса.Предохранитель изолируют на проводе в кусочке термо-усадочной трубки.Трансформатор крепится на винт к верхней крышке корпуса, а плата устанавливается на 3-4 упора, приклеенные к корпусу, и крепится саморезами.Корпус изготавливают из фанеры толщиной 6 мм.
Настройка
При настройке воспользуемся аналоговым прибором с ценой деления 0,2 в, 1 в и 0,5 ком.
1. Отключаем нагреватель паяльника от питания, замыкая затвор транзистора VT1 (выв. 1) на общий провод схемы.
Временно управлять затвором транзистора ключа вручную можно, используя простой переключатель «0 в» - «откл» - «+5 в», сделанный из трех контактов однорядного штыревого разъема типа PLS с шагом 2,54 мм и перемычки (джампера).
2. Включаем питание 220 в. Должен загореться зеленый светодиод «Сеть».
3. Проверяем без нагрузки напряжения в контрольных точках схемы.
4. Резисторы R4 и R6 не устанавливаем, а выводы подстроечного резистора R5 подключаем к общему проводу схемы и шине +5 в. Уменьшаем напряжение с задатчика температуры до минимума.
5. Подключаем нагреватель, замыкая затвор VT1 на +5 в, при этом загорится красный светодиод «Нагрев». Проверяем при нагрузке напряжение в контрольных точках схемы. Размыкаем затвор VT1 (убираем перемычку вообще).
6. При холодном паяльнике, очень медленно увеличиваем напряжение с задатчика температуры и одновременно держим на жале проволоку припоя. Как только припой стал плавиться, останавливаем увеличение напряжения на задатчике и измеряем его. Получилось например 1,3 вольта (аналогичное значение должно быть и на другом входе компаратора).
Помните о полярности подключения термопары. Если напряжение на выв. 1 микросхемы DA1.1 уменьшается, то поменяйте местами провода от термопары.
Если есть трех разрядный цифровой вольтметр (со шкалой 2 в), то можно определить начальную характеристику термопары. При температуре жала 25 °С получилось 0,68 в, при 60 °С (это когда жало уже трудно удержать в руках) - 0,74 в. Т.о. получаем (0,74 в-0,68 в)/(60 °С-25 °С)=17 мкв/ °С. Если это значение сравнить с дальнейшими исследованиями, то нетрудно догадаться, что характеристика термопары здесь занижена и нелинейна.
7. Определяем характеристику термопары с предположением, что она линейна (нелинейность имеет место ниже 150 °С). Напряжение термопары соответствующее 260 °С равно (1,3 в-0,7 в)/100=6 мв, следовательно, получаем (6 мв/ 260 °С)=23 мкв/ °C.
Из более точного исследования приходим, что характеристика термопары в точке 260 °С равна (1,34 в-0,74 в)/[(260 °С-60 °С)*100]=30 мкв/ °С.
8. Определяемся с верхним температурным пределом паяльника. Достаточно будет, взять значение 400 °С. Ему будет соответствовать усиленное напряжение термопары равное (400 °С*23 мкв/ °С)*100=0,92 в. Т.о. опорное напряжение для 400°С будет равно 0,7 в+0,92 в=1,62 в.
Более точное расчетное значение определим из учета нагрева паяльника на необходимые 400 °С-260 °С=140 °С. Т.о. ему будет соответствовать напряжение 30 мкв/ °С*140 °С=0,52 в, а опорное напряжение при 400 °С будет равно 1,34 в+0,52 в=1,86 в.
Далее в расчетах Uмакс=1,86 в.
9. Определяемся с номиналами резисторов R4 и R6 задатчика температуры при известном сопротивлении R5 (с учетом использования всего диапазона изменения подстроечника). Составляем (по закону Ома) линейную систему из 3-х уравнений с 3-мя неизвестными (R5 известно), решая которую приходим к следующим соотношениям:
R4*I=Uмин
(R4+R5)*I=Uмакс
(R4+R5+R6)*I= Uпит
R6=R5*( * -1)
R4=R5*Uмин/(Uмакс-Uмин)
Измеряем полное сопротивление R5. Для выбранного подстроечника R5=2,2 ком, при взятом ОУ Uмин=0,7 в, при взятом паяльнике Uмакс=1,86 в, при взятом напряжении питания Uпит=5 в получаем, что R4=2,2 ком*0,7 в/(1,86 в-0,7 в)=1,33 ком и R6=2,2 ком*( * - 1)=5,96 ком. Выбираем резисторы ближайшего номинала, то есть ±1 % (±5 %) R4=1,33 (1,3) ком и R6=5,9 (6,2) ком.
Помним, что напряжению ±0,05 в на входе компаратора будет соответствовать ±17 °С (0,05 в/) температурного диапазона. Это будет определять точность установки диапазона в ±4,2 % (0,05 в/) и потребует точности резисторов ±2,1 % (±4,2 %/2) (в данном случае, подойдут и ±1 % (F) и ±5 % (J) резисторы размера 1206).
10. Впаиваем резисторы R4 и R6 на плату и делаем проверку: измеряем напряжения на делителе, и, исходя из них, определяем полученный температурный диапазон паяльника.
Если необходимо, можно подкорректировать номиналы. Но главное в другом - температура паяльника должна доходить до 300-350 °С, необходимых при монтаже крупных деталей и демонтаже, но не превышать максимум - 400-420 °С (как с точки зрения данной конструкции нагревателя, так и с точки зрения практики монтажа и техники безопасности).
Нижнюю граница температурного диапазона паяльника, можно сделать и со 150 °С, сделав дополнительное смещение на компараторе: к собственному смещению ОУ прибавить еще напряжение равное (150 °С*23 мкв/ °С)*100=0,35 в и пересчитать номиналы резисторов делителя при Uмин=0,7 в+0,35 в=1,05в. Стоит отметить, что если необходимо паять легкоплавкими припоями: сплавы Вуда (60°С), Розе, то нижнюю границу температурного диапазона лучше не менять.
Все измеренные значения полезно будет сравнить с расчетными данными.Другой настройки схема не требует.
Калибровка
1. Регулировочную ручку ставят до упора влево, включают сеть (при остывшем паяльнике). Плавно крутят ручку по часовой стрелке. Как только загорелся индикатор «Нагрев», делают риску на корпусе - это будет минимум температуры;
2. затем медленно крутят ручку дальше на увеличение и одновременно держат на жале проволоку припоя;
3. как только припой начнет плавиться - делают на корпусе метку 260 °С;
4. температура жала, удобная для пайки типовых корпусов (1206, SO, DIP, TQFP), будет немного выше, определите ее сами и поставьте «главную» метку - 270 °С.
Задатчик температуры всегда должен быть на ней (если нет необходимости в более высокой температуре).
5. выкручивают ручку до упора вправо и ставят риску на корпусе - это максимум температуры.
Для тех, кто хочет сделать более точную калибровку (с ценой деления в 20-50 °С), то она делается чисто графическим способом. Для проверки соответствия температурных рисок на корпусе напряжению с задатчика температуры понадобится 3-х разрядный измеритель постоянного тока. Калибровку ниже 150°С лучше не делать ввиду нелинейности термопары.
О принципиальной схеме
(пояснительная записка).
В качестве Тр1 выбран ТТП-50 220 в/18 в 2,8 а. Хотя можно применить любой трансформатор, мощностью не менее 50 ватт, с напряжением ХХ вторичной обмотки 18-20 вольт.
Диодный мост выбираем по прямому току не менее 2,5-3 а, который вполне выдерживает без радиатора минутный прогрев паяльника при включении.
Ёмкость конденсатора С5 желательно иметь не менее 2200 мкФ ±20% 50 в.
Схема собрана на сдвоенном, мало-мощном ОУ с питанием от 5 в (AD8542AR в корпусе SOIC-8). Стандартный не инвертирующий усилитель с ООС на DA1.1 с коэффициентом усиления напряжения 101 (R3/R1 +1=10 ком/100 ом +1). Цепь С1-R3 определяет снижение коэффициента усиления ОУ в высокочастотной области c частотой среза=1/2πR3C1=1/2π*10 ком*0,1 мкф=160 гц (С1 шунтирует R3), а фильтр НЧ (низкой частоты) R2-C2 ограничивает полосу частот входных сигналов до 16 гц (частота среза=1/2πR2C2=1/2π*10 ком*10 мкф=16 гц), что вполне достаточно для правильной работы устройства. Резистор R2 также ограничивает потенциально возможные токи (выв.3 полевой ИМС DA1.1 соединяется с жалом паяльника через резистор R2). Можно попробовать применить любые ОУ, работающие от 5 вольт, например; КА, СА, LM, 158, 258, 358, 2904. Напряжение питания в этом случае лучше повысить до 8 вольт, просто заменой стабилизатора на 7808.
В качестве ключа VT1 выбран силовой МДП-транзистор (с защитным диодом Шоттки) типа IRFZ44N с сопротивлением канала 0,02 ом на ток 49 а напряжением сток-исток 55 в (нагрев корпуса 22*0,02 ом=0,08 вт). Резистор R8=1 ком необходим при настройке для развязки VT1 от DA1.2, а также для уверенного управления затвором полевого транзистора, имеющего значительную входную емкость около 1500 пф. R9=100 ком необходим для протекания выходного тока ОУ, т.к. входное сопротивление VT1 очень велико. Можно попробовать применить полевые транзисторы с материнских плат. Выключатель сетевой выбран отечественный типа Т1 на 250 в 3 а, устанавливаемый в отверстие на задней стенке.Сетевой предохранитель стандартный на 250 в. Т.к. есть некоторый бросок тока при включении, то предохранитель взят на 1 а. Возможно, что схема будет работать и при меньшем количестве деталей, а, возможно, и при большем.
Изготовление корпуса
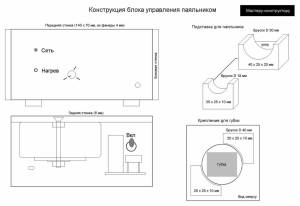
1. Стенки корпуса выпиливают из небольшого листа фанеры.
2. Склеивают корпус клеем ПВА (для мебели). Для временного скрепления конструкции используют маленькие (O 1,2 мм) гвозди.
3. Ножки для корпуса прямоугольной формы делают из той же фанеры (6 мм), ручку для подстроечника, можно сделать из уже фрезерованного (сращенного) деревянного бруса диаметром 10-20 мм, плотно сажая на вал подстроечника. Приклеивать ножки лучше к материалу из фанеры, а к ДВП - на короткие саморезы.
4. Все деревянные детали и корпус снаружи покрывают двумя слоями лака. 1-й слой шлифуют суровой тканью (хлопок, лен) или наждачкой 1000, 2-й - можете нанести и алкидной краской нужного цвета. Вообще конструкция корпуса может быть любой, в зависимости от применяемых деталей, фантазии и возможностей.
Корпус
Размер (внутренний) 140 х 60 х 85 мм
Материал фанера 6 мм и 4 мм (для передней стенки)
Покрытие лак (2 слоя)
Нижняя съемная крышка
Размер 140 х 85 мм (1 шт.)
Материал ДВП 3,2 мм или фанера 4 мм
Саморезы O 2,5 х 12 мм, потайн. - 4 шт.
Накладки на ножки фетровые O 16 мм (амортизирующие) - 4 шт.
Верхняя крышка
Размер 140 х 85 мм (1 шт.)
Материал фанера 6 мм
Боковая стенка
Размер 95 х 70 мм (2 шт.)
Материал фанера 6 мм
Передняя стенка
Размер 140 х 70 мм (1 шт.)
Материал фанера 4 мм
Задняя стенка
Размер 140 х 70 мм (1 шт.)
Материал фанера 6 мм
Температура пайки – важный момент в работе пайщика, от которого зависит качественное соединение металла. Данный показатель должен быть выше аналогичного показателя полного расплавления тиноля. В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
Опираясь на теорию, припой должен быть полностью расплавлен до того момента, как он заполнит зазор и распределится в соединении под влиянием капиллярных сил. В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.
Нельзя быть уверенным в том, что все внутренние, а также внешние части деталей нагреваются только до данной температуры. Скорость нагрева, месторасположение, масса металлических деталей, а также коэффициент термического расширения паяемого металла – все это факторы, которые определяют в детали распределение тепла.
В условиях быстрого местного нагрева деталей температурное распределение неравномерно, температура наружных поверхностей существенно выше, чем внутренних. Во время медленного нагрева и равномерного распределения тепла, распределение тепловой энергии в паяном узле происходит более равномерно.
Диффузия, а также растворение тиноля на протяжении пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.
В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.
Температура соединения smd-компонентов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться. Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно. Самое неприятное, пожалуй, в этом деле – то, что узнаешь о трещинах в smd-компонентах во время эксплуатации. Проверить наличие трещин в smd-деталях можно при помощи обыкновенного мультиметра.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой. Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора. Стоит отметить, что без регулятора у обычного паяльника температура его наконечника (жала) достигает температуры 400 гр. С. показатель во время работы с smd-компонентами должен составлять 260-270 гр. С.
Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.

На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов :
- Сначала отлудите одну из контактных площадок. Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.
Четыре секрета – залог успешной пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.
Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Температура плавления припоев
| Маркировка припоя | Температура плавления (°С) |
| ПОС-90 | 222 |
| ПОС-60 | 190 |
| ПОС-50 | 222 |
| ПОС-40 | 235 |
| ПОС-30 | 256 |
| ПОС-18 | 277 |
| ПОС-4-6 | 265 |
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Какой паяльник нужен для пайки микросхем. Температура паяльника для пайки микросхем
Рабочая температура жала паяльника относительно металла и припоя
Основная задача паяльника во время спаивания различных контактов заключается в расплавлении припоя и нанесении его на нужное место. Естественно, что для этого требуется температура паяльника, которая была бы выше, чем температура плавления расходных материалов. С учетом того, что для разных металлов и их сплавов она может сильно отличаться, то выпускают инструменты с различной мощностью, которые способны работать в разных параметрах. Ведь слишком высокие показатели оказываются такими же вредными для качественного соединения, как и низкие. Только в первом случае все приведет к расплавлению припоя до такого состояния, когда им уже невозможно будет работать, а во втором – он не сможет нормально расплавиться для соединения.
Все эти причины приводят к тому, что температура жала паяльника должна быть оптимальной. Для каждого случая подбираются свои варианты, которые должны помочь добиться лучших результатов. Для определения того, какая температура жала паяльника при пайке должна быть, учитывается расходный материал, толщина проводов, материл контактов и другие параметры.
Температура жала относительно используемого припоя
Рабочая температура паяльника для каждого процесса подбирается отдельно. Во время пайки однотипных контактов с использованием одного и того же припоя допускается применение одинаковых параметров инструмента. В иных случаях даже приходится менять паяльник, чтобы подстроиться под нужные характеристики. Для работы с определенными припоями температура паяльника для пайки всегда должна быть немного выше, чем температура плавления припоя. Разница должна быть небольшой, всего в 5-10 градусов. С современной техникой таких показателей легко добиться, если есть регулятор мощности и точный датчик разогрева.
Температура плавления различных металлов
Далеко не всегда приходится выполнять стандартную пайку с готовыми марками припоев. Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Если дело касается выпаивания контактов или разъединения определенных частей, то эта информация становится более важной, чем технические данные припоя. Температура нагрева паяльника должна достигать таких значений, чтобы можно было расплавить контакт. Это значит, что она должна быть равной величине, при которой происходит плавление, или же превышать его. С учетом ограничения мощности паяльников это далеко не всегда осуществимо. Некоторые виды металла невозможно расплавить паяльником. Стоит сравнивать технические характеристики инструмента с параметрами конкретного металла или сплава.
| Металлы и сплавы | Температура плавления материала, градусы Цельсия |
| Алюминий | 660,4 |
| Вольфрам | 3420 |
| Германий | 937 |
| Дуралюмин | 650 |
| Железо | 1539 |
| Золото | 1063 |
| Иридий | 2447 |
| Калий | 63,6 |
| Константин | 1260 |
| Кремний | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60,5 |
| Магний | 650 |
| Медь | 1084,5 |
| Натрий | 97,8 |
| Нейзильбер | 1100 |
| Никель | 1455 |
| Нихром | 1400 |
| Олово | 231,9 |
| Осмий | 3054 |
| Ртуть | 38,9 |
| Свинец | 327,4 |
| Серебро | 961,9 |
| Сталь | 1400 |
| Фехраль | 1460 |
| Цезий | 28,4 |
| Цинк | 419,5 |
| Чугун | 1200 |
Способы получения нужной температуры
Температура жала паяльника 100 Ватт имеет определенные ограничения. С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.
Установка регулятора мощности помогает решить проблему с понижением температуры практически с любой моделью. Регулятор можно установить практически на любую модель. Он будет работать с относительными значениями в своем диапазоне. К примеру, если диапазон регулировки значений лежит в пределах от 0 до 100%, то температура жала паяльника 40 Ватт на половине оборота ручки регулятора будет соответствовать температуре нагрева паяльника на 20 Ватт. При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
Покупка модели с регулируемым значением температуры. Автоматически встроенный регулятор, оптимизированный под конкретную модель и находящийся непосредственно в корпусе устройства становится отличным современным решением. Благодаря ему, температура паяльника для пайки микросхем будет регулироваться с точностью вплоть до 1 градуса Цельсия. Стоимость таких паяльников выше, чем у стандартных моделей, применять регулятор к другим инструментам не получится, но удобство играет свою роль и для профессионального применения они становятся лучшим выбором.
Не совсем удобным способом регулировки является разогрев жала с последующим остыванием. Для начала инструмент доходит до своего максимума, а затем нужно подождать пока он не остынет до нужного значения. Остывание происходит медленно, так что подобрать нужною величину вполне реальною главное использовать для этого измерительные приборы, которые покажут точные параметры.
Оборудование для измерения температуры
Температура нагрева жала паяльника определяется при помощи специальных измерителей, или как их еще называют, термометров для паяльника. В основу данных устройств входит термопара, которая показывает точное значение с погрешностью до нескольких градусов. На рынке встречается множество моделей, которые могут показывать температуру в градусах Цельсия или Фаренгейта. Практически все модели сейчас имеют цифровую шкалу для отображения данных. Термопара со временем портится и ее требуется заменять, но это позволяет работать с любыми типами паяльников.
Помимо отдельных измерителей еще имеются встроенные варианты. Они идут сразу выпонтированные в паяльник, что очень удобно для работы с одним инструментом. Это заметно влияет на стоимость изделия, но здесь не возникает проблем с частой заменой термопары.Еще одним способом определения является использование мультиметра. Это очень рас пространная методика, так как у специалистов по пайке всегда имеются такие приборы. Точность определения значений зависит от конкретной модели.
Заключение
Для домашней пайки зачастую подбираются условные примерные значения разогрева жала. Этого вполне достаточно для тех случаев, когда нет большой ответственности соединений. Если речь идет о профессиональной пайке и о работе с микросхемами, то здесь уже нужно соблюдать точность. Если для популярных видов материалов значения известны и температуру жала паяльника для ПОС 61 можно посмотреть по соответствующей таблице, то для нестандартных решений нужно подбирать значения самостоятельно.
svarkaipayka.ru
Температура паяльника при пайке мягким припоем, применение термометра и активатора жала
Не существует какой-то универсальной температуры паяльника и пайки, подходящей абсолютно для всех случаев. Многие зависит от припоя, от того, с какими именно материалами работает мастер, а также от целей, которые он преследует.
И в целом подбор оптимальной температуры – не такое уж простое дело. Обычно жало паяльника разогревают до тех пор, пока оно не начнет расплавлять припой. Но в некоторых случаях требуется более тонкая настройка.
Несколько правил пайки
 Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя.
Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя.
Причём припойный материал должен быть расплавлен полностью ещё до того, как он заполнит пустые пространства и равномерно распределится по поверхности.
Если жало паяльника окажется чересчур перегрето, припой окислится и паяльный шов получится не слишком качественным. Кстати, окислы могут появиться и на самом паяльнике, и для того, чтобы избавиться них, специалисты советуют приобрести так называемый активатор жала - действительно очень полезная вещь.
А если жало паяльника будет не просто перегрето, а перегорит, то припойный материал вообще перестанет на нём держаться. «Холодная» пайка (то есть когда температура жала паяльника меньше оптимальной) тоже не даст ожидаемого результата.
Если припойный материал не плавится до текучего состояния, место спайки становится матовым и шероховатым, а соединение не слишком прочным.
И ещё одно важное правило, подходящее для любой пайки: температура самих спаиваемых элементов непременно должна быть одинаковой.
Разновидности припоев
Всё разнообразие припоев делят на две категории:
- тугоплавкие;
- легкоплавкие (мягкие).
 К категории мягких относятся припои, которые имеют температуру плавления до 400 ℃ и сравнительно низкую механическую прочность (сопротивляемость разрывам до семи килограмм на квадратный миллиметр). Их можно плавить паяльником.
К категории мягких относятся припои, которые имеют температуру плавления до 400 ℃ и сравнительно низкую механическую прочность (сопротивляемость разрывам до семи килограмм на квадратный миллиметр). Их можно плавить паяльником.
В маркировке такого припоя всегда присутствует аббревиатура ПОС и цифры, указывающие на конкретное процентное содержание олова. Для примера стоит привести очень распространённый припойный материал ПОС-61, рабочая температура которого равна от 190 до 260° по Цельсию.
ПОС-61 и другие мягкие оловянно-свинцовые припои, в частности, используют в радиомонтаже. Вообще при работе с печатными платами надо действовать крайне аккуратно.

Резкого нагрева и повышения температуры лучше избегать, а продолжительность воздействия паяльником не должна превышать больше двух секунд. Особенно это касается таких объектов, как интегральные микросхемы и полевые транзисторы.
Для получения специальных свойств в состав оловянно-свинцовых припоев могут вводить висмут, кадмий, сурьму и иные металлы. Выпускают легкоплавкие припои в виде литых прутков, паст, проволок, порошков, лент, а также трубочек диаметром от 1 до 5 миллиметров с канифолью внутри.
Среди проверенных производителей таких припоев стоит выделить бренды Felder и AIM.
И ещё одно дополнение: специалисты рекомендуют для хранения припоев не использовать металлические коробки, крышечки, жестяные банки. Припои могут прилипнуть к металлу – в результате на стенках появляется канифольная каша, работать с которой будет не слишком комфортно.
Твёрдые припои характеризуются тем, что создают высокопрочные швы. В радиомонтажных работах они применяются гораздо реже, чем легкоплавкие. Причём можно выделить две подгруппы твёрдых припоев - медно-цинковые и серебряные.
Первые используются для пайки бронзы, стали, латуни и иных металлов, обладающих большой температурой плавления. Интересно, что их цвет зависит от процента содержания цинка. А температура плавления, допустим, припоя ПМЦ-42 равна 830 ℃.
Серебряные припои имеют, пожалуй, ещё большую прочность. Их применяют, в основном, для пайки медно-латунных и серебряных изделий. Температура плавки таких припоев находится в диапазоне от 720 до 830 ℃. При работе с такими материалами применяют горелку.
Расплавление различных материалов
У мастера вполне может возникнуть необходимость пайки меди – речь, к примеру, может идти о трубах отопления или иных изделиях из данного цветного металла.
Работать паяльником с медью и её различными сплавами можно, применяя разные припои, как мягкие, так и твёрдые. При этом температура пайки медных элементов мягкими припоями составляет 250-300 ℃, а твёрдыми – 700-900 ℃.

А какова должна быть температура жала паяльника, если надо паять, допустим, полипропиленовые изделия? В данном случае оптимальной будет температура в +260 ℃, а условный допустимый диапазон – от +255 до +280 ℃.
Но стоит отметить, что если перегреть паяльник выше 271 ℃ и уменьшить время нагрева инструмента, то поверхность зоны пайки прогреется значительно больше внутренней части. Это означает, что в результате сварочная плёнка окажется очень тонкой.
Полезные устройства для измерения
Практика показывает, что если температура жала используемого паяльника подобрана верно, то, остыв, место пайки будет иметь характерный зеркальный блеск.
 И наоборот, пористость и матовость зоны пайки свидетельствует о том, что процедура был проведена не очень качественно.
И наоборот, пористость и матовость зоны пайки свидетельствует о том, что процедура был проведена не очень качественно.
Выяснить оптимальную температуру плавления вполне можно опытным путём. Для этого необходимы специальные регуляторы нагрева паяльника (лабораторные трансформаторы). Есть, впрочем, и более простой способ осуществлять регулирование температуры – изменять длину жала.
Но этот способ, пожалуй, актуален только для самодельных приборов для пайки. В любом случае мастер имеет возможность предварительно узнать, при какой температуре или при какой длине жала у припоя появляется зеркальный блеск.
Вооружившись этим знанием, можно приступать к настоящей ответственной работе.

При наличии финансовых возможностей стоит приобрести специальный термометр (датчик) для паяльника, осуществляющего замер и калибровку рабочей температуры инструмента.
Таких датчиков сейчас существует достаточно много. И любому желающему приобрести нужную модель онлайн или офлайн не составит труда. Они производят быстрое и точное измерение температуры жала паяльника с помощью термопары (термоэлектрического преобразователя).
При выборе такого термометра стоит обратить внимание и на такие характеристики, как разрешающая способность, диапазон измерения (например, он может быть от 0 до 700 ℃), точность, габариты, возможные источники питания.
Однако просто замерить температуру недостаточно. Важно, чтобы паяльник сохранял её неизменной при возможных скачках напряжения в сети – то есть нужен специальный стабилизатор.
Такое устройство можно изготовить самостоятельно – в свободном доступе есть довольно простые схемы. Кроме того, сейчас существуют паяльники и паяльные станции с уже встроенным стабилизатором.
А ещё многие профессиональные паяльные станции позволяют точно устанавливать температуру и нужный режим пайки простым нажатием кнопок или перещёлкиванием тумблера. Это значительно упрощает процесс работы и позволяет всегда быть уверенным в хорошем результате.
svaring.com
ТОП-5 паяльников для пайки микросхем и радиодеталей
Пайка является неотъемлемой частью ремонта оборудования с микросхемами и его создания. Это достаточно сложный процесс, которые требует наличия специального оборудования, так как здесь ведется работа с достаточно мелкими деталями. Паяльник для микросхем заметно отличается от того, который нужен для спаивания проводов. Его размеры заметно меньше, чем крупные модели для обыкновенных операций, а также жало обладает тонкой заточкой. Могут встречаться варианты со специальными видами заточек, которые рассчитаны преимущественно на выпаивание.
Паяльник электрический для микросхем является необходимым инструментом мастера по ремонту и любителя радиотехники. Модели могут быть в различном ценовом сегменте с отличающимися характеристиками. В любом случае, это будет ручной инструмент, который позволит наносить тонкий слой припоя и нагревать детали для спаивания и выпаивания их из схемы. Многие разновидности являются узкопрофильными и предназначаются для одного вида работ.
Особенности паяльников для микросхем
Одной из главных особенностей таких моделей является форма жала. Именно наконечник является основным рабочим инструментом. В зависимости от его формы и прочих особенностей можно понять, как именно будет работать устройство и для каких целей оно предназначено. Форма не единственный параметр, выделяющий паяльник для электроники среди остальных. Размер становится еще одним фактором, выделяющим этот тип устройств на фоне остальных. Маленький паяльник для микросхем позволяет проводить основные операции для работы с ними, тогда как большие стандартные модели оказываются достаточно грубыми для такой работы. Это же сказывается на мощности изделия. Для каждого вида работ мощность должна быть соответствующей, чтобы ее хватало для расплавления контактов, но чтобы паяльник ничего не пережигал.
Виды паяльников для электроники
Основным различием, которое помогает разделить паяльники для электроники на разновидности, является вид нагревательного элемента, который в них используется. В последнее время технология производства позволяет выпускать множество разновидностей, которые отличаются друг от друга по характеристикам.
Нихромовые
Основным нагревательным элементом в таких паяльниках становится нихромовая проволока. Материал хорошо проводит электрические импульсы, что позволяет нагревать жало до нужной температуры достаточно быстро. Простые модели обладают спиралью, которая намотана на корпус не проводящий электричество. Чтобы проволока не теряла тепло, ее помещают в изоляторы. Подобные модели чаще всего применяются в бытовом непрофессиональном использовании.
Недостатки:
- Паяльник для радиодеталей с нихромовым нагревательным элементом долго нагревается;
- Спираль быстро перегорает и ее приходится менять.
Преимущества:
- Простота в использовании;
- Неприхотливость к внешним факторам;
- Высокая ударостойкость.
Керамические
Паяльник для пайки микросхем телефонов с керамическим нагревательным элементов использует специальные стержни, которые подсоединяются к контактам дающим напряжение. Благодаря воздействию напряжения керамика нагревается до нужной температуры.
Преимущества:
- Тонкий паяльник для микросхем из керамики обладает длительным сроком эксплуатации;
- Быстро нагревается до нужной температуры.
Недостатки
- Высокая подверженность механическим повреждениям;
- Жало заменить невозможно, если оно как-либо повредиться.
Индукционные
Точечный паяльник индукционного типа обладает всеми необходимыми качествами для спаивания микросхем. В нем присутствует ферромагнитное покрытие, которое обеспечивает образование магнитного поля на жале, а также есть катушка индуктора. Его особенностью является то, что когда достигается максимальная температура, то нагрев прекращается. Когда температура начинает понижаться, подача электричества возобновляется. Это обусловлено ферромагнитными свойствами покрытия.
Преимущества:
- Наличие автоматического подогрева;
- Экономия энергии;
- Неприхотливость в эксплуатации.
Недостатки
- Чтобы подобрать оптимальное значение температуры нагрева, приходится менять наконечники, так как этот параметр поддерживается согласно точке Кюри.
Импульсные
Главным отличием данной модели является наличие частотного образователя, который имеет встроенный высокочастотный трансформатор. Сначала частота повышается, но через некоторое время она понижается до рабочего значения. Жало здесь является частью электрической цепи. Оно подключено к токосъемникам вторичной обмотки. Это обеспечивает прохождение больших токов сквозь обмотку и дает максимально короткое время нагревания. Функция нагрева включается тогда, когда нажимается соответствующая кнопка на паяльнике. Если ее отпустить, то устройство остывает.
Преимущества:
- Хороший паяльник для микросхем нагревается практически мгновенно;
- Универсальность применения, как для крупных, так и для мелких деталей.
Недостатки:
- Импульсный паяльник для пайки микросхем не может использоваться для длительной работы.
Характеристики популярных моделей
Жало для паяльника для микросхем является не единственным, на что стоит обращать внимание. Здесь собраны основные характеристики наиболее популярных моделей, использующихся для работы с микросхемами.
Требования к паяльникам для радиодеталей
В среднем мощность паяльника должна быть около 10 Вт. Чем меньше будет данный параметр, тем больше шансов сохранить радиоэлементы в целости и сохранности. Не рекомендуется использовать очень мощные инструменты, поэтому одним из главных требованием является разумный подбор параметра относительно тех работ, для которых будет применяться устройство. Мощность паяльника для пайки микросхем может доходить и до 40 Вт, но профессионалы работают и с 4 Вт паяльником, если речь идет об особенно мелких деталях.
Жало должно быть крепким и хорошо очищаться. Как правило, это достаточно тонкие изделия, поэтому наличие крепкого материала является обязательным условием для долгосрочной работы. Здесь нередко используются материалы для жала, которые редко встречаются в больших паяльниках, что как раз и обусловлено данными требованиями.
Наличие дополнительных функций, кнопок отключения, расположенных на корпусе, специальных покрытий и прочих вещей определяется тем, для какой сферы предназначается паяльник. Все, что облегчит работы из вышеуказанных дополнений в определенной среде будет обязательным для конкретных моделях, где данная функция востребована.
Это касается преимущественно профессиональных устройств, так как бытовые будут значительно проще.»
Как выбрать хороший паяльник?
Рассматривая как выбрать паяльник для микросхем, стоит внимательно изучить следующие параметры устройства:
- Мощность. Чем ниже мощность изделия, тем проще будет работать, так как при высокой температуре есть риск перепалить схему. 10 Вт является оптимальным значением для работы.
- Напряжение. Зачастую напряжение в 220 В может испортить стандартную микросхему. В паяльниках встраивается блок питания, который понижает напряжение до 36В или даже 12В. Таким образом, лучшим выбором будут устройства с таким блоком питания.
- Толщина жала. Участки для пайки могут иметь размер в десятые доли миллиметра. Здесь подойдут конусообразные жала, толщина которых составляет 1 миллиметр и менее, что может зависеть от заточки.
- Терморегулятор. Для многих моделей наличие терморегулятора становится приятным дополнением. Очень важно во время работы сохранять постоянно одну и ту же температуру. Это дополнение помогает добиться нужного результата.
Производители
На современном рынке продукции можно встретить товары от следующих производителей:
- Rexant;
- Matrix;
- Sparta;
- Topex;
- Курс.
Заключение
Паяльники для пайки микросхем относятся к узкопрофильным устройствам, но этот профиль очень широко распространен. Специалисты по ремонту, любители электроники и люди, паяющие сами микросхемы, не могут обойтись без хорошего специализированного паяльника. Разнообразие продукции на рынке с различными параметрами только подтверждает востребованность данной сферы.
svarkaipayka.ru
что полезно знать о процедуре?
Температура пайки – важный момент в работе пайщика, от которого зависит качественное соединение металла. Данный показатель должен быть выше аналогичного показателя полного расплавления тиноля. В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
Опираясь на теорию, припой должен быть полностью расплавлен до того момента, как он заполнит зазор и распределится в соединении под влиянием капиллярных сил. В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.

Нельзя быть уверенным в том, что все внутренние, а также внешние части деталей нагреваются только до данной температуры. Скорость нагрева, месторасположение, масса металлических деталей, а также коэффициент термического расширения паяемого металла – все это факторы, которые определяют в детали распределение тепла.
В условиях быстрого местного нагрева деталей температурное распределение неравномерно, температура наружных поверхностей существенно выше, чем внутренних. Во время медленного нагрева и равномерного распределения тепла, распределение тепловой энергии в паяном узле происходит более равномерно.
Диффузия, а также растворение тиноля на протяжении пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.
В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.
Температура соединения smd-компонентов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться. Еще одним минусом smd-компонентов является непереносимость перегрева во время пайки, из-за чего часто возникают микротрещины, заметить которые практически невозможно. Самое неприятное, пожалуй, в этом деле – то, что узнаешь о трещинах в smd-компонентах во время эксплуатации. Проверить наличие трещин в smd-деталях можно при помощи обыкновенного мультиметра.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой. Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора. Стоит отметить, что без регулятора у обычного паяльника температура его наконечника (жала) достигает температуры 400 гр. С. показатель во время работы с smd-компонентами должен составлять 260-270 гр. С.
Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.

На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов:
- Сначала отлудите одну из контактных площадок. Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.
Четыре секрета – залог успешной пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.
Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Температура плавления припоев
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Похожие статьи
goodsvarka.ru
маленький паяльник для пайки температура и мощность
Электрические паяльники промышленного типа были активно задействованы в различных отраслях производства в начале 20 века. Это изобретение Эрнста Сакса было запатентовано 1921 году. Изделия использовались как ручные инструменты с большим потреблением электрической мощности на 300-500Вт, с массивным медным стержнем, который вставлялся в цилиндрический держатель с разогревающей спиралью. Преобладали конструкции молоткового типа или с продольным жалом, разогревающимся до 470 ̊С. Такими инструментами выполнялись самые различные работы: лужение изделий из цветных металлов. При использовании специальных насадок выжигались надписи, узоры и штампы на деревянных поверхностях, изделиях из кожи и пластика.
Внешний вид микропаяльников различных видов
Назначение и область применения микропаяльника
С развитием электронной промышленности появились малогабаритные полупроводниковые детали, микросхемы, монтируемые на печатных платах. Для удобства монтажа микросхем и других радиодеталей на печатную плату потребовался паяльник для пайки микросхем малой мощности и с тонким жалом. Кроме этого при проектировании такого паяльника преследовались следующие цели:
- Быстрое приведение его в рабочее состояние;
- Снижение потребляемой электроэнергии;
- Увеличение плотности соединения жала к нагревающему элементу;
- Чтобы не сломать выводы микросхем или других деталей, не повредить токопроводящие дорожки на плате, нужен маленький паяльник, жало должно быть тонким, достаточно прочным и сохранять свои качества при резких перепадах температур.
Паяльники для микросхем должны производить быструю пайку, так как многие микросхемы и другие полупроводниковые детали чувствительны к резким перепадам и высоким температурам, к воздействию статического электричества. В момент долговременного нагрева они могут безвозвратно изменить свои технические характеристики или вообще разрушиться.
При решении этих задач были использованы современные технологии для производства синтетических материалов, установленных в конструкции микропаяльников различных марок. Современные микропаяльники не работают в режиме постоянного разогрева, в комплекте с паяльной станцией они автоматически поддерживают необходимую температуру, что существенно экономит электроэнергию и продлевает ресурс работы.
Виды микропаяльников и особенности конструкций
Существует несколько технологических решений для разогрева жала паяльника, которые имеют существенные отличия по принципу действия и технологий изготовления.
Паяльник на алмазном полупроводниковом монокристалле
В некоторых моделях в качестве нагревающего элемента используются синтетически произведенные полупроводниковые монокристаллы (Алмаз), размер ребра которых не более 1 мм. Одной из токопроводящих линий в данном варианте является нагревающийся металлический стержень жала, поверхность которого плотно закреплена к одной из граней монокристалла. Вторая токопроводящая линия фиксируется к противоположной грани кристалла.
Конструкция нагревателя кристаллического микропаяльника
Токопроводящие жилы крепятся к кристаллу эфтектическим припоем, состоящим из сложной пропорции нескольких компонентов. Процесс пайки осуществляется в вакуумной камере при 1.33 х 10-2 Ра и температуре 950 ̊С. Эта технология позволяет достичь КПД нагревающего элемента до 98%, разогрев в пределах от 25 до 400 ̊С осуществляется в течение 0.05 сек.
Паяльники с графитовым порошком
Этот паяльник для микросхем в качестве нагревающего элемента имеет графитовый порошок, который заполняет герметично замкнутое пространство между стержнем жала по центру и внешним чугунным кожухом. Данная конструкция не имеет такого быстрого эффекта нагрева как предыдущая, поэтому не может обеспечить экономичный режим потребления электроэнергии.
Нихромовые микропаяльники
Эти модели имеют классический вариант конструкции – в термостойкую, диэлектрическую трубку с повышенной теплопроводностью вставляется стержень жала, на внешней стороне наматывается спираль из нихромовой проволоки. Для концентрации тепла проволока продевается через керамические изоляторы, это снижает потери тепла, обмотка закрывается металлическим кожухом.
Элементы нихромового нагревателя
Достоинства таких конструкций в недорогой цене, простоте и прочности конструкции, как недостаток можно отметить недолговечность – спираль быстро перегорает и долго нагревается. Поэтому такие паяльники не используются на производственных линиях, их рационально применять в бытовых условиях для проведения кратковременных работ, исходя из критериев цены и качества.
Керамические паяльники
Керамический нагревательный элемент паяльника имеет тонкую цилиндричекую форму стержня, содержит окись алюминия, что позволяет ему быстро разогреваться и выдерживать высокие температуры.
Конструкция керамического нагревателя
Стержень заворачивается в термостойкую ламинирующую пластину, на которой принтером пропечатывается вольфрамовая спираль. К концам спирали припаиваются проволочные вводы контактов. Все это вставляется в металлическую трубку с ручкой, выводы припаиваются к шнуру с разъемом питания, в некоторых моделях – к выходу платы со схемой управления режимов работы.
Элементы керамического нагревателя
На конец керамического стержня надеваются различные насадки для пайки микросхем или других элементов печатных плат.
Достоинством керамических моделей считается быстрый разогрев и регулировка температуры, к недостаткам можно отнести хрупкий стержень и использование насадок с диаметром отверстия под него.
Индукционный микропаяльник
Стержни жала этих микропаяльников покрываются ферромагнитными материалами, вставляются в катушку индуктора, которой создается магнитное поле, под воздействием этого поля в сердечнике наводится ток, разогревающий стержень.
Конструкция индукционного нагревателя
При установленной температуре разогрева ферромагнитный слой напыления утрачивает свойства, нагрев прекращается. При охлаждении – свойства ферромагнитного слоя восстанавливаются, индукционный ток снова нагревает стержень. Таким образом, поддерживается необходимая температура жала паяльника.
Достоинствами этого вида считаются быстрый нагрев и автоматическое поддержание стабильности установленной температуры. Как недостаток надо отметить, что для каждого интервала температуры надо ставить соответствующий наконечник с определенным слоем ферромагнитного покрытия. От этого зависит точка Кюри, при которой происходит отключение магнитного поля.
Критерии выбора паяльника
В первую очередь, надо определиться, как часто и какие работы будут производиться этим инструментом. Для пайки микросхем на печатных платах учитываются следующие технические параметры:
- Мощность рекомендуется небольшая – 5-11Вт, при малых мощностях пайка для радиодеталей безопаснее;
- Большое значение имеет форма жала – для выпаивания выводов предпочтительнее плоская форма, она имеет большую площадь и быстрее разогревает участки с оловом на токопроводящей дорожке печатной платы. Для припаивания микросхемы надо жало конусообразной формы, чтобы сосредоточить тепло вокруг одной ножки вывода. Поэтому рекомендуется покупать паяльники со сменными наконечниками;
Сменные наконечники для стержня
- Для чувствительных микросхем и других элементов к большим температурам и резкому их изменению используют паяльники, подключенные через преобразователь напряжения, регулировка осуществляется в пределах от 12 до 36 В.
Паяльная станция
Для этого используют паяльные станции, они могут обеспечивать регулировку напряжения, потребляемой мощности и температуры нагрева. В некоторых моделях кнопки управления и индикация температуры устанавливаются в ручке паяльника.
Окончательный вывод можно сделать такой: для производственных линий надо использовать паяльные станции с долговечными, быстро изменяющими температуру нагрева паяльниками. Идеально подходят модели на алмазном монокристалле или керамические. Высокая стоимость таких изделий окупается высокой производительностью. Для бытовых работ радиолюбителям рационально покупать керамический или нихромовый микропаяльник, цена их значительно меньше. Когда паяете много, если позволяют финансовые возможности, можно купить индукционный или керамический вариант.
Видео
elquanta.ru
Какой паяльник выбрать для пайки радиодеталей, проводов: ТОП-5 моделей
Каждый вид пайки несколько отличается от других разновидностей, что влияет на выбор инструмента, при помощи которого и будут производиться процедуры. Хороший паяльник для пайки труб может совсем не подойти для работы с радиодеталями. По этой причине нужно знать, как правильно выбрать паяльник для работы с микросхемами и прочими радиоэлементами. К характеристикам устройства выдвигаются особые требования, так как нарушение технологии может навредить самим деталям. В особенности это касается чувствительных элементов, которые можно испортить статическим напряжением, высокой температурой и прочими особенностями работы устройства.
Работа с радиодеталями предполагает, что нужно будет выполнять операции с достаточно мелкими элементами. Они намного быстрее плавятся и для их обработки требуется значительно меньше энергии. Выполнение процедур с такими тонкими элементами требует особой тщательности и подготовки. Это касается не только выбора правильного элемента, но и умения мастера. Здесь требуются точные движения и учет всех тонкостей обрабатываемых деталей. Хороший подходящий инструмент здесь становится лишь дополнением ко всем умениям специалиста. Но даже малоопытному человеку со специальным паяльником для этих целей будет легче справиться с работой при наличии подходящего инструмента.
Требования к паяльникам для пайки радиодеталей
Чтобы подобрать качественный паяльник для конкретных целей, требуется учитывать все особенности выбранного направления. Работа с микросхемами несколько отличается от пайки труб, проводов и различных контактов. Все это отображается на инструменте, который требуется для выполнения данной процедуры.
Рассматривая варианты, какой паяльник выбрать для пайки радиодеталей для начинающих, стоит обратить внимание на такие требования:
- Форма жала. При работе с деталями радиотехники и электроники нужно, чтобы у паяльника было коническое жало. Такая форма лучше всего подходит для работы с мелкими контактами. Благодаря данному подходу, мастеру намного легче выпаивать микросхемы и впаивать их на нужное место, что является основными операциями с использованием этого инструмента.
- Материал жала. Лучше всего подбирать керамические модели, так как они помогают защитить чувствительные изделия от статического напряжения. Медные разновидности также используются и являются вполне практичными, но с ними приходится работать более аккуратно. Керамические жала легче чистить и они быстрее подготавливаются к работе.
- Регулятор мощности. Рассматривая, какой паяльник лучше выбрать, стоит обратить внимание на современные модели с регулятором мощности. Это позволяет подобрать нужные характеристики инструмента для конкретного вида работы. Благодаря этому, можно одним паяльником выполнять множество видов процедур.
- Компактность размеров. Небольшими моделями намного проще управлять при работе с микросхемами. Толстые жала, даже если они имеют нужную форму, не позволят вести тонкую работу. Соответственно, небольшая легкая модель с тонким наконечником будет отличным вариантом выбора.
- Наличие дополнительных кнопок. Кнопки для повышения температуры пайки, которые встречаются на импульсных моделях, а также в других разновидностях. Они помогают экономить энергию при работе.
Конструкция паяльника для радиодеталей
Прежде чем решаться, какой паяльник выбрать для пайки проводов в радиоэлектронике, нужно разобраться с его конструкцией. К основным элементам инструмента относится:
- Жало;
- Стержень;
- Нагреватель;
- Держатель;
- Электрический шнур и вилка;
- Трансформатор;
- Частотный преобразователь;
- Регулятор мощности;
- Кнопка управления.
В зависимости от конкретной модели, количество элементов конструкции может меняться. При выборе следует обратить внимание на соответствие параметров каждого элемента заявленным требованиям.
Особенности выбор паяльника
Естественно, что самые качественные и удобные модели будут стоить значительно выше обыкновенных бытовых. Поэтому, важно определиться с целями применения. Определяясь, какой паяльник выбрать для пайки радиодеталей, стоит обратить внимание на тип нагревателя. По данному параметру устройства разделяются на:
- Газовые. Лучше всего подходят для пайки проводов в распределительных коробках. Они могут работать в автономном режиме без подключения к источнику электроэнергии. Помимо пайки инструмент можно использовать как фен для термоусадки. Главной проблемой работы с ними является выделение вредных газов в атмосферу, а также сложность работы с мелкими микросхемами.
- Электрические. Эти модели лучше приспособлены для пайки микросхем, а не только для проводов. Здесь могут встречаться недорогие простые спиральные модели, которые долго греются, но отлично подходят для новичков. Также есть керамические модели с быстрым нагревом, но они оказываются очень хрупкими и на практике часто ломаются. Импульсные дороже всех, но они специализированы для работы с микросхемами и быстро нагреваются.
Если рассматривать, как выбрать паяльник для пайки радиодеталей, то нужно ориентироваться по следующим параметрам:
- 100 Вт и выше – модели не стоит использовать для работы в данной сфере;
- 60-100 Вт – устройства могут использоваться для пайки проводов, но другие радиоэлементы ими нельзя спаять;
- 20-50 Вт – хорошо подходят для пайки радиоэлементов в домашних условиях, но если речь заходит о тонкой работе с мелкими деталями, то могут возникнуть трудности;
- 10 Вт и менее – такой вариант используется преимущественно при работе с микросхемами и для более толстых контактов не подходит.
Импульсные паяльники специализированы для работы в этой сфере и часто имеют оптимизированные под нее параметры, что существенно облегчает выбор, как для бытового, так и для профессионального использования.»
Топ 5 лучших моделей паяльников для радиодеталей
Разбираясь, какой паяльник выбрать для пайки микросхем, стоит обратить внимание на эти конкретные модели:
- Baku bk-456 - модель с мощностью до 40 Вт. Температура нагрева составляет до 450 градусов Цельсия. Имеется встроенный регулятор температуры.
- TLW 500W – мощный паяльник с нихромовым нагревательным элементом.
- AOYUE 3211 – модель с керамическим нагревателем. Максимальная мощность составляет до 80 Вт. Присутствует быстрый нагрев. Обладает дополнительной светодиодной подсветкой.
- ZD 416G – модель с быстрым нагревом. Максимальная мощность здесь составляет 25 Вт. Отлично подходит для работы с микросхемами.
- Intertool RT2001 – импульсная модель со встроенным трансформатором. Максимальная мощность достигает 100 Вт. Используется преимущественно для демонтажа элементов.
Производители
Среди популярных производителей можно отметить следующие бренды:
- Sthor;
- AOYUE;
- Intertool;
- Mega;
- Baku;
- Mastertool.
Заключение
Работа с радиоэлементами является достаточно специфической. Далеко не все простые модели паяльников могут подойти для этого, даже если мастер имеет соответствующий опыт работы. Пайка микросхем востребована, так что на рынке можно подобрать подходящие по цене и другим параметрам моделей. Но стоит помнить, что на качество работы влияет не только инструмент, но и опыт мастера.
svarkaipayka.ru
Какой паяльник нужен для пайки микросхем: технология пайки
В радиоэлектронике очень часто бывает, что возникает необходимость проведения мелких ремонтных и восстановительных работ, где перед мастером стоит задача, какой паяльник нужен для пайки микросхем. Главное отличие прибора от стандартного, это достаточно тонкое жало. При помощи уникальной и специфической конструкции паяльника, можно достаточно уверенно и качественно припаять тончайшие провода, не повредив при этом структурную основу микросхемы. Что нужно для пайки паяльником микросхемы, прежде всего, перед выбором прибора тщательно изучите технические конструкционные особенности строения паяльника. Прибор должен иметь тонкое жало, а также возможность регулировки температуры во время работы.
Особенности технических характеристик паяльника
Предлагаем вам ознакомиться с основными требованиями и критериями выбора паяльников для обеспечения профессиональной и ювелирной работы по пайке микросхем, а также с ювелирными и драгоценными предметами. Мы поможем вам узнать технологию пайки паяльника, а также ряд технических нюансов.
- В большей части и степени, конструкционное решение нагревательного элемента имеет второстепенное значение для мастера. Специалисту придётся выбирать прибор, исходя из общих критериев работы с микросхемами. Выбирая паяльники со спиралями, вы получите длительный период разогрева прибора и его медленное остывание впоследствии. Керамические паяльники обладают быстротой действия, но есть риск механических повреждений, что не очень хорошо для корпуса микросхемы. В данной ситуации, мастеру рекомендуется выбрать паяльник, имеющий спиралевидную основу. Таким образом, вы можете добиться точности проведения работы, не повредив при этом основу микросхемы.
- Параметры мощности. Теперь необходимо решить задачу, какой мощности нужен паяльник для пайки микросхем. Специалисты рекомендуют прибор малой мощности, не более 10 Вт. Помните, чем ниже будет этот показатель, тем качественнее и эффективнее будет работа в процессе пайки. Если вы опытный специалист, то вам подойдёт мощный паяльник, с параметром мощности 10 Вольт, для менее опытных мастеров, лучшим показателем станет мощность в 4 Вольта. Маломощный паяльник снизить риск повреждений и обеспечить необходимый минимум качества и надёжности соединения проводов на микросхеме. Паяльник с высокими критериями мощности может понадобиться вам только в том случае, если микросхема полностью вышла из строя, и необходимо провести отпаивание проводов. Для ремонта сильно повреждённых участков подойдёт жало, имеющее форму в виде лопатки, которое прогревает сразу несколько проводов. В целом, лучшим вариантом определения мощности прибора будет выбор инструмента, который имеет несколько режима терморегулировки.
- Если вы хотите знать, как правильно паять микросхемы паяльником, обратите внимание, на то, что мини прибор не должен иметь ток с высокими показателями, иначе есть риск некачественной пайки. Если мы будем использовать традиционную сеть в 220 Вольт, то есть шанс получить искажающие наводки, и тем самым микросхема будет сильно повреждена. Лучшим вариантом будет использование паяльников с напряжением 36 Вольт или 12 Вольт. Сегодня производители комплектуют приборы блоками, которые понижают напряжение, путём преобразования в сети.
- Конструкция жала. Это важный рабочий процесс проведения качественной работы пайки. Как работать паяльником, выбирая оптимальный режим жала, в данном случае подойдёт конструкция жала с диаметром не более 3 мм. Если возьмёте жало более чем 3 мм, то у вас не всегда получиться качественно, соединить провода, так как расстояние между контактами настолько мизерное, что даже и 3 мм будет много, поэтому придётся только опытным путём выбирать необходимый параметр жала при решении задачи как правильно паять паяльником платы. Большинство производителей предлагает в комплект паяльника, несколько видов жала, как правило, в набор включают 2 типа жала с разным диаметром.
- Параметр стойкости жала. Это важный момент рабочего процесса подготовки паяльника к работе. Конечно же, лучшим и правильным вариантом выбора будет термостойкий материал, но мастеру придётся сделать выбор между ценой и качеством. Обратитесь за помощью к специалистам и получите помощь в выборе необходимого прибора для осуществления работ с микросхемами.
Все выше перечисленные паяльники и требования предъявляются исключительно для осуществления пайки микросхем, которые имеют планарные выводы. То есть, имеющиеся ножки расположены по бокам от основного корпуса. Далее, для пайки BGA микросхем, необходимо учитывать, что контакты располагаются под корпусами основных конструкционных элементов, поэтому обычные паяльники не подойдут, и здесь необходимо использовать более сложное и дорогостоящее оборудование.
Паяльные станции - стоит ли выбирать оборудование для пайки микросхем?
Некоторые считают, что паяльные станции, это то, что нужно для пайки микросхем. В большей части такие мнения имеют почву для того, чтобы сказать, что качество пайки будет на достаточно высоком уровне исполнения. Паяльные станции оснащены всем необходимым, где и качество работы будет очень высоким, и оперативность выполнения пайки микросхем будет достаточно приемлемым. Есть одно но, это дороговизна оборудования. Если вы планируете осуществлять ремонт микросхем в домашних условиях, то вам достаточно купить простейший паяльник, который понадобиться от случая к случаю. Если вы планируете развивать бизнес по ремонту микросхем, и у вас есть постоянный цикл проведения восстановительных работ, в данном случае вам поможет мощная паяльная станция с современными характеристиками.
Дополнительное оборудование
Чтобы обеспечить высокое качество пайки сложнейших микросхем в радиоэлектронике, необходимо использовать не только специальные приборы, но и дополнительные устройства и аппараты. В качестве таковых используются:
- Технологический пинцет (продаётся в специальных магазинах), необходим для оттягивания и поддерживания контактов.
- Кусачки миниатюрные, необходимы для удаления изоляции и дефектных проводов.
- Надфиль или маленький напильник необходим для зачистки жала, то есть для очистки и лужения.
- Полая конструкция игры, с отпиленным острым концом (можно от шприца), для обеспечения нанесения на поверхность флюса.
- Шило техническое, с острым наконечником.
- Нож острый, можно использовать обычный канцелярский вариант.
Дополнительно нужно обеспечить удобство и комфортность использования рабочего места. Обязательно используем качественную систему освещения, где наличие мощной лампы будет обязательным критерием качества проведения работ. Не забываем проветривать комнату, а также соблюдаем необходимый минимум по требованиям электробезопасности, пожарной безопасности. На рынке имеются разнообразные варианты паяльников, начиная от самых дешёвых, производства КНР, и заканчивая надёжными и долговечными, которые произведены в странах Евросоюза. Вся продукция сертифицирована, прошла необходимый минимум контроля качества и рекомендована к применению в странах бывшего Союза.
И вот ты решил окунуться в электронику с головой, затарился паяльником, купил припой и… А что дальше? Если худо бедно, то как надо паять представляют все, а вот тонкости технологии известны далеко не многим и приходят с опытом. Чтож, ускорю этот пагубный процесс и расскажу тебе парочку хитростей.
Итак, про а ты наверное уже читал, вот от него и будем плясать. Кроме паяльника тебе потребуется припой и флюс. О них поподробней.
Припой.
Это специальный сплав, который плавится при температуре порядка 200 градусов. Самый распространенный это 60/40 Alloy, он же ПОС-61. Сплав в котором 60% олова и 40% свинца. Температура плавления у него 183-230 градусов. Обычно продается в виде проволоки, намотанной на катушки.
Для мелкого монтажа лучше брать тот, где диаметр проволочки поменьше — легче дозировать. У меня две катушки, одна с проволокой припоя 0.3 мм, вторая 0.6 мм. Ну еще есть с полутора миллиметровой, но я ей почти не пользуюсь. Только если массово паяю массивные детали, где надо много припоя.
Покупать припой лучше импортный, к сожалению российский продукт сплошь и рядом отстой. Может и есть качественный, но обычно мне попадался низкопробный шлак. Катушка припоя, как на картинке, должна стоить от 150-200 рублей, дороже можно, дешевле не желательно. Лучше один раз потратиться, зато потом иметь красивую и качественную пайку и не париться. А катушки обычно хватает года на полтора-два это минимум.
Ещё полезно купить себе немного сплава Розе. Это тоже вроде припоя, но температура плавления у него совсем смешная — где то в районе 90-100 градусов. Этот сплав иногда полезен при демонтаже, но об этом позже будет отдельная статья.
Флюсы
В процессе пайки, от нагрева, детали окисляются и припой перестает их смачивать. Чтобы этого не происходило используют флюсы — вещества которые растворяют оксидную пленку, способствуют пайке. Кстати, если кто не в курсе, процесс покрытия одного металла другим зовется лужением. Банальные вещи говорю? Ну так ведь ликбез так ликбез! :)
Канифоль
Самый простой и народный флюс. Это обычная очищенная сосновая смола. При пайке сначала берут на жало немного припоя, потом тычут в канифоль, чтобы набрать на жало смолы, а затем быстро, пока смола не испарилась, паяют. Способ не сильно удобный, поэтому часто делают по другому. Берут обычный этиловый (медицинский) спирт и растовряют в нем толченую канифоль пока она растворяется. После этот раствор наносят кисточной на спаиваемые детали и паяют. Активность канифоли не высока, поэтому иной раз ничего не получается — детали не не лудятся, но зато у канифоли есть одно огромное достоинство, которое порой перекрывает все ее недостатки. Канифоль абсолютно пассивна. То есть ее не нужно удалять с места пайки, так как она не окисляет и не восстанавливает металлы, являясь при этом отличным диэлектриком. Именно по этому самые ответственные пайки я стараюсь делать спирто-канифольным флюсом.
Один из моих любимых флюсов. Представляет из себя рыжую жидкость, имеет в своем составе канифоль и еще ряд присадок. Паять им также как и обычным спирто-канифольным флюсом — намазать кисточкой на детали и паять. Но есть одна хитрость. В изначальном варианте жидкий зараза, мажется тонким слоем и моментально высыхает, в общем пользоваться им не очень удобно. Я придумал как это побороть.
Я сделал себе палитру флюсов — наклеил на мелкую компашку кучу крышечек от флакончиков, налил в них разных флюсов и наклеил это дело на катушку с припоем. Получилось очень удобно и компактно. Так вот, налив в крышечку я даю ему постоять пару дней. За это время он подсохнет и загустеет до состояния жидкого мёда. Вот его уже удобно намазывать острой зубочисткой точно туда куда надо. А если загустеет сверх меры, то либо туда немного спирту капну, либо подолью еще немного свежего флюса и размешаю. Производитель утверждает, что смывать не нужно. В принципе, вроде бы так оно и есть, он не активный. Но что то меня смущают присадки которые в нем, поэтому я его смываю всегда. Смывается он широкой кисточкой, смоченной в спирте. Или просто щеткой под струей воды из под крана. Нет ничего страшного в том, чтобы отмывать готовую плату водой, главное хорошо высушить потом.
Канифоль-гель
Отличная штука. Не так давно появился в радиомагазинах и уже заслужил мою любовь и уважение. Представляет из себя густую коричневую пасту на основе канифоли, продается в шприцах. Отлично намазывается непосредственно туда где надо, не оставляет нагара на паяльнике, как ЛТИ-120. Легко смывается водой или спиртом, в общем, рулез!
Убойный активный флюс, который легко смывается водой, не оставляет грязных липких следов и окислов. Но его надо смывать. Тщательно смывать. Иначе за пару лет он может разъесть дорожки платы или его остатки станут токопроводными и возникнут жуткие утечки по поверхности платы между дорожками, что крайне негативно скажется на работе схемы. Еще я не уверен в безопасности его паров. На раз два попользоваться можно, но вот постоянно его юзать мне как то не улыбается. Но в целом это офигенный флюс, паять им одно удовольствие.
Глицерин-Салициловый флюс
.
Он же ФСГЛ. Честно говоря я понятия не имею откуда эта хрень вообще берется. У меня банка этого флюса имеется с детства (собственно поэтому канифолью то я практически не паял никогда) — батя стырил с оборонного предприятия. В свободной продаже не видел ни разу. Паяет также ядрёно как и Глицерин-гидразин, но не имеет в своем составе сомнительных с точки зрения токсичности примесей. Там 90% глицерина, 5% салициловой кислоты, 5% воды. Купить чтоль в аптеке салицилки и самому сбодяжить? Уж больно чумовой рецепт. Один недостаток — нужно смывать, он активный. Но смывается водой влегкую.
Ф-34А
Адская кислотная смесь. При пайке имеет жуткий едкий выхлоп, которым я потравил половину нашей лаборатории. Паять этой гадостью можно только в противогазе и с мощной вытяжкой, но зато это дерьмище паяет все, то что другим флюсам даже в страшном сне не снилось. Эта жижа залуживает влет — ржавчину, окислы, сталь, напыления, даже алюминий можно паять. Так что если тебе надо будет припаяться к ржавому гвоздю, то капни этой херни, задережи дыхание и ЛУДИ!
Импортные безотмывочные флюсы.
Честно говоря ими я не пользовался. Говорят они круты, но имхо паять ими просто так это не рационально — слишком уж дорогие они, да и у нас в городе не продают, а заказывать мне западло. Скорей они для профессионального применения, вроде ремонта сотовых или пайки BGA корпусов (это когда ножки в виде массива шариков под корпусом микросхемы). Если интересно, то поищите инфу на форумах ремонтников сотовых, они про это дело знают все.
Голландский флюс на основе конопли
Понятия не имею кто его делает и где его продают, но я точно знаю что он есть! Особенно я в этом убедился после ковыряния в схемах продукции фирмы где я раньше работал. Разработчики явно паяют им. Так как таких укуренных схемотехнических решений я еще не видел.
Паяльник в руки и вперед!!!
Про флюсы я тебе рассказал, теперь, собственно, о процессе пайки.
Дело это не хитрое. Для начала желательно облудить детали. Смачиваешь их флюсом, подцепляешь жалом паяльника чуть чуть припоя и размазываешь по поверхности. Торопиться не надо, детали должны покрыться ровным тонким блестящим слоем. Выводы микросхем и радиодеталей лудить не нужно — они уже на заводе облужены.
Припой должен быть жидким, как вода. Если он комковатый, с ярко выраженной зернистостью и матовый, то тут причины две — неправильная температура паяльника , либо припой низкопробное говно . Если паяльник слишком холодный то припой будет на грани твердого и жидкого состояния, будет вязким и не будет смачивать. Если же паяльник перегрет, то припой будет моментально покрываться серой пленкой окисла и тоже будет отвратительно лудить. Идеальная температура паяльника при пайке припоем ПОС-40 (60/40 Alloy ), на мой взгляд, это порядка 240-300 градусов. У СТ-96 достаточно выставить регулятор на 2/3 в сторону увеличения.
Если паяешь печатную плату, то дорожки тоже надо залудить. Но делать это надо осторожно. Текстолит, что продается на просторах Родины зачастую тоже оказывается редкостным говном и при нагреве фольга от него отваливается в момент. Поэтому долго греть плату нельзя — отвалятся дорожки. Обычно я просто смазываю хорошенько все дорожки флюсом и провожу быстренько по каждой плоским жалом паяльника с капелькой припоя. В Результате имею идеально залуженные дорожки, с практически зеркальной поверхностью.
Есть народный способ для быстрого лужения больших плат:
Берется оплетка для удаления припоя, это такая медная мочалка, продается в мотках по 30 рублей метр. Если не найдешь, то можешь выковырять из толстого телевизионного коаксиального кабеля экранирующую оплетку — та же херня только возни больше. Плата как следует смазывается флюсом, оплетка как следует пропитывается припоем и тоже поливается флюсом. Дальше эта хрень возякается паяльником по поверхности платы. Чтобы ворсинки оплетки не пристывали к дорожкам, лучше взять паяльник побольше и помассивней.
Я так вообще усовершенствовал способ.
Взял старый мощный паяльник на 60Вт, обмотал у него жало этой оплеткой, пропитал её сплавом Розе и теперь лужу платы в одно движение. Почему именно Розе? А им лудить проще, паяльник когда касается платы резко остывает, т.к. отдает тепло. Если оплетка смочена обычным припоем, то она тут же приваривается отдельными ворсинками к плате, а сплав Розе легкоплавный и не прилипает.
Пайка транзисторов, диодов и микросхем.
Тут я бы хотел заострить внимание особо. Дело в том, что полупроводники от слишком высокой температуры разрушаются
, поэтому есть риск пожечь микросхему перегревом. Чтобы этого не произошло желательно выставить паяльник на 230 градусов или около того
. Это вполне терпимая температура, которую микросхема выдерживает довольно долго. Можно паять и не торопиться. У обычных, не регулируемых паяльников, температура жала порядка 350-400 градусов
, поэтому паять надо быстро, в одно касание. Не дольше секунды на каждой ножке и делать хотя бы 10-15 секундный перерыв, прежде чем приступать к пайке другой ножки. Также можно придерживать ножку металлическим пинцетом — он послужит теплоотводом.
Пайка проводов
Лучше перед пайкой концы облуживать отдельно, а если провод припаивается к печатной плате, то очень желательно просверлить в плате дырку, завести его с другой стороны и только тогда паять. В таком случае риск оторвать дрожку при рывке за провод сводится к нулю.
Пайка проволокой припоя.
Так обычно паяют микросхемы. Прихватывают ее по диагонали за крайние ножки, смазывают все флюсом, а потом, держа одной рукой паяльник, а другой тонкую проволочку припоя, быстро запаивают все ножки.
Пайка проводов в лаковой изоляции
Всякий обмоточный провод, вроде тех которым намотан трансформатор, покрыт тонким слоем лака. Чтобы припаяться к нему этот слой лака нужно содрать. Как это сделать? Если провод толстый, то можно пожечь его немного огнем зажигалки, лак сгорит, а нагар можно счистить грубой картонкой. Если же провод тонкий, то тут либо аккуратно поскоблить его скальпелем, держа скальпель строго перпендикулярно проводу, либо взять таблетку аспирина и как следует прижать и пошоркать горячим жалом паяльника по проводу на аспиринке. При нагреве из аспирина выделится вещество которое сожрет лаковую изоляцию и очистит провод. Правда вонять будет сильно:)
Третья рука
Рекомендую обзавестись вот таким вот захватом. Чертовски удобная штука, позволяет придерживать какого-нибудь Ктулху при пайке, концы не болтаются из стороны в сторону. Кстати, бойтесь подпружиненных проводников! При пайке он может соскочить и метнуть вам в лицо капельку припоя, сколько раз мне в лицо такое прилетало уже и не припомню, а ведь могло и в глаз! Так что соблюдайте Технику безопасности!
Губка
Жало паяльника постепенно загаживается и покрывается нагаром. Это нормально, обычно виной ему флюс, тот же ЛТИ-120 горит дай боже. Для очистки паяльника можно применять специальную губку. Такая желтая фигня, идет в комплекте к подставкам для паяльника. Ее надо смочить водой и отжать, оставляя влажной. Кстати, губка постоянно высыхает, чтобы ее каждый раз не мочить ее можно пропитать обычным медицинским глицерином. Тогда она не будет высыхать вообще! Удобно блин! Если нет губки, то возьми хлопчатобумажну тряпочку, положи в железный поддончик и также пропитай водой или глицерином. У нас монтажницы держали на столе обычное вафельное полотенце и об него вытирали паяльник.
Кстати, о технике безопасности.
- Во первых расположите все так, чтобы было удобно.
- Следите за шнурами питания. Паяльник очень любит пережигать свой собственный провод . Прям мания у него. А это черевато в лучшем случае ремонтом провода, в худшем коротким замыканием и пожаром.
- Не оставляйте паяльник включенным даже на короткое время. Правило «Ушел — выключил » должно выполняться железно.
- Правило второе — паяльник должен быть либо в руке, либо на своей надежной подставке . И ни как иначе! Класть его на стол или на первую попвшуюся фиговину на столе ни в коем случае нельзя. Шнур его утащит за собой в момент.
- Не забывайте про вытяжку и вентиляцию . Если паяешь, то как минимум открой форточку, проветривай помещение, а лучше поставь на стол вентилятор (хотя бы 80мм от компа) или вытяжку.
Лучше один раз увидеть, чем сто раз прочитать:
Нет проблем! К твоим услугам куча роликов с You Tube по запросу «solder» . Увидишь как это делают профессионалы. Смотри и учись!
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:

В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.

Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:

На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.

После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).

Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.

Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.

Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:

Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:

То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.

Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.

Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:

После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.






 Гидра и медуза относятся к")

Именины василисы в церковном календаре добавить свою цену в базу комментарий Есть ли святая василиса
церкви спасская и казанской иконы божией матери
Все о салатах, которые готовят в Испании летом Салат с тунцом
Любимый домашний десерт: хрустящие вафли, как в детстве
Рецепт приготовления горячего свекольника Приготовление свекольника как в детском саду